Ітій-іонні акумулятори мають широкий спектр застосування. Відповідно до класифікації областей застосування, їх можна розділити на акумулятори для накопичення енергії, акумулятори для живлення та акумулятори для побутової електроніки.
- Акумулятор для накопичення енергії охоплює накопичення енергії зв'язку, накопичення енергії, розподілені енергетичні системи тощо;
- Акумуляторні батареї в основному використовуються в галузі енергетики, обслуговуючи ринок, включаючи нові енергетичні транспортні засоби, електричні вилкові навантажувачі тощо;
- Акумулятори для побутової електроніки охоплюють споживчу та промислову сфери, включаючи інтелектуальне вимірювання, інтелектуальну безпеку, інтелектуальний транспорт, Інтернет речей тощо.
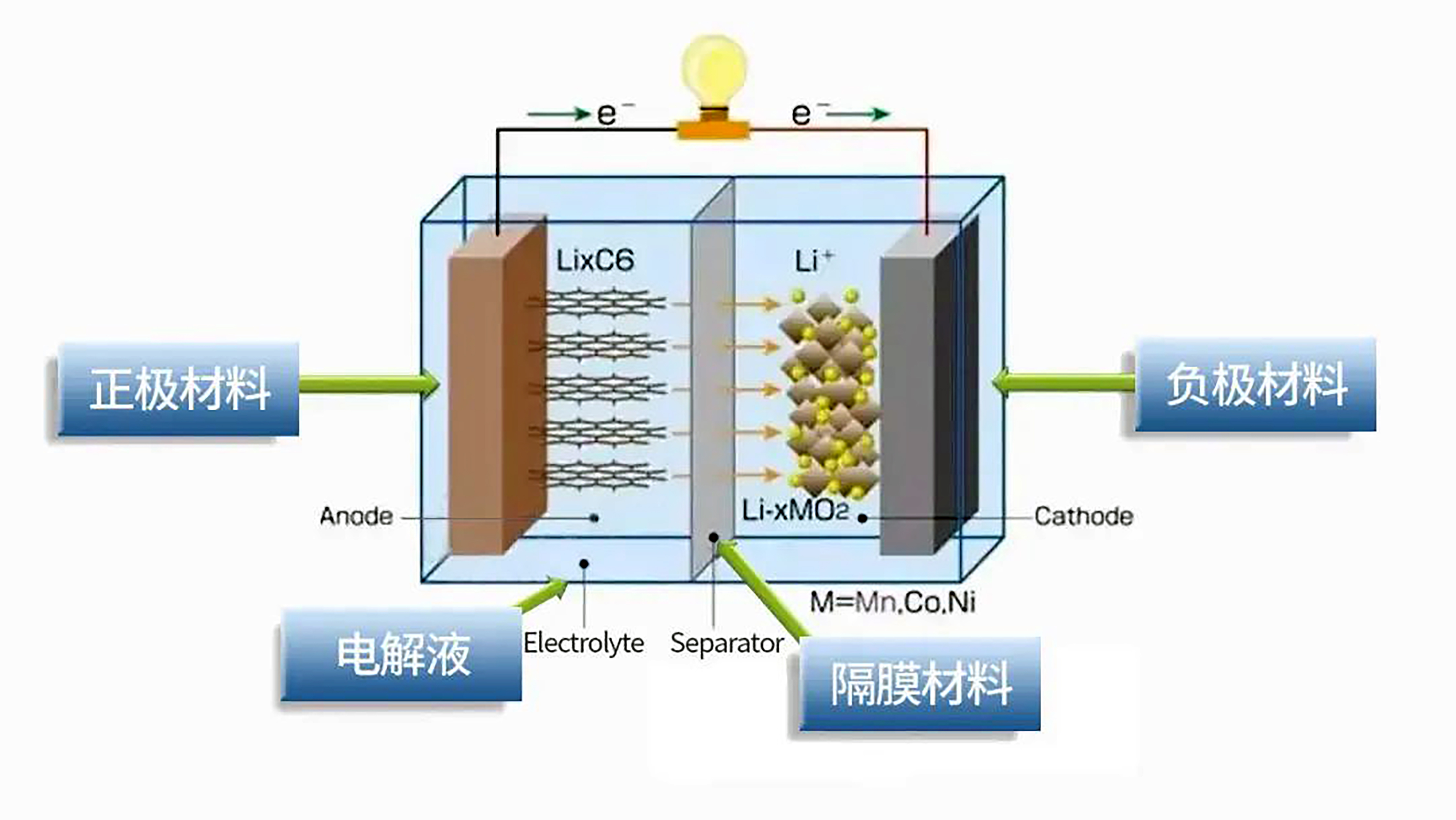
Літій-іонний акумулятор – це складна система, що складається переважно з анода, катода, електроліту, сепаратора, струмознімачів, сполучних речовин, провідного агента тощо, що включає реакції, включаючи електрохімічну реакцію анода та катода, літій-іонну провідність та електропровідність, а також теплопровідність.
Процес виробництва літієвих батарей є відносно тривалим, і в ньому задіяно понад 50 процесів.
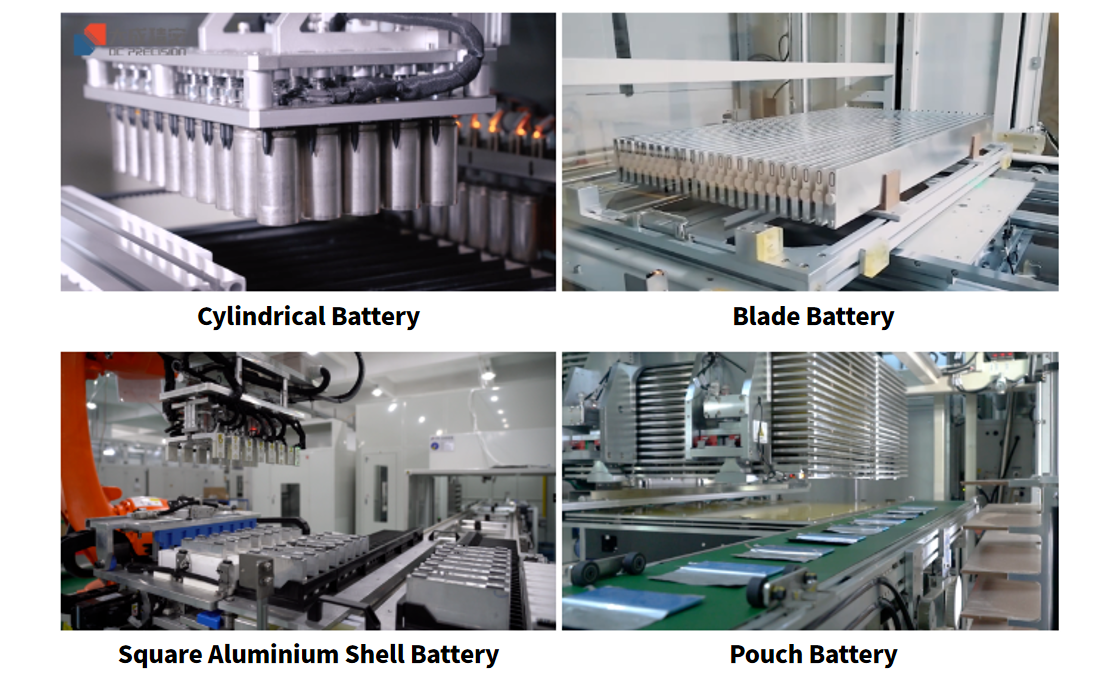
Літієві акумулятори можна розділити на циліндричні акумулятори, акумулятори з квадратним алюмінієвим корпусом, пакетні акумулятори та лезові акумулятори за формою. Існують деякі відмінності в їхньому виробничому процесі, але загалом процес виробництва літієвих акумуляторів можна розділити на початковий етап (виготовлення електродів), проміжний етап (синтез елементів) та кінцевий етап (формування та упаковка).
У цій статті буде представлено процес виробництва літієвих акумуляторів.
Метою виробничого процесу на початковому етапі є завершення виготовлення електрода (анода та катода). Його основний процес включає: суспензію/змішування, нанесення покриття, каландрування, різання та висікання.
Суспензування/змішування
Суспендування/змішування полягає в рівномірному змішуванні твердих матеріалів анода та катода акумулятора, а потім додаванні розчинника для утворення суспензії. Змішування суспензії є відправною точкою на передньому кінці лінії та прелюдією до завершення подальших процесів нанесення покриття, каландрування та інших.
Суспензія літієвих акумуляторів поділяється на суспензію позитивних електродів та суспензію негативних електродів. Активні речовини, струмопровідний вуглець, загусник, сполучну речовину, добавку, розчинник тощо поміщаються в змішувач у пропорції. Шляхом змішування отримують рівномірну дисперсію твердо-рідкої суспензії для покриття.
Високоякісне змішування є основою для високоякісного завершення наступного процесу, що прямо чи опосередковано впливатиме на безпеку та електрохімічні характеристики акумулятора.
Покриття
Покриття – це процес нанесення позитивного та негативного активного матеріалу на алюмінієву та мідну фольгу відповідно, а також їх поєднання з провідними агентами та сполучною речовиною для формування електродного листа. Розчинники потім видаляються шляхом сушіння в печі, щоб тверда речовина зв'язалася з підкладкою та утворила котушки з позитивного та негативного електродних листів.
Катодне та анодне покриття
Катодні матеріали: Існує три типи матеріалів: шарувата структура, шпінельна структура та олівінова структура, що відповідають потрійним матеріалам (і кобальтату літію), манганату літію (LiMn2O4) та фосфату літію заліза (LiFePO4) відповідно.
Анодні матеріали: Наразі анодні матеріали, що використовуються в комерційних літій-іонних акумуляторах, включають переважно вуглецеві та невуглецеві матеріали. Серед них вуглецеві матеріали включають графітовий анод, який є найбільш використовуваним на даний момент, та невпорядкований вуглецевий анод, твердий вуглець, м'який вуглець тощо; невуглецеві матеріали включають кремнієвий анод, титанат літію (LTO) тощо.
Як основна ланка процесу обробки на основі матеріалів, якість виконання процесу покриття суттєво впливає на стабільність, безпеку та термін служби готового акумулятора.
Каландрування
Покритий електрод додатково ущільнюється валиком, завдяки чому активна речовина та колектор щільно контактують один з одним, зменшуючи відстань переміщення електронів, зменшуючи товщину електрода та збільшуючи вантажопідйомність. Водночас це може знизити внутрішній опір акумулятора, збільшити провідність та покращити коефіцієнт використання об'єму акумулятора, що, своєю чергою, збільшить його ємність.
Плоскість електрода після процесу каландрування безпосередньо впливатиме на ефект подальшого процесу різання. Однорідність активної речовини електрода також опосередковано впливатиме на продуктивність елемента.
Розрізання
Розрізання – це безперервне поздовжнє розрізання широкого електрода на вузькі скибочки потрібної ширини. Під час розрізання електрод зазнає зсувного впливу та ламається. Плоскість краю після розрізання (відсутність задирок та вигину) є ключем до перевірки продуктивності.
Процес виготовлення електрода включає зварювання виступу електрода, нанесення захисного клейкого паперу, обгортання виступу електрода та використання лазера для вирізання виступу електрода для подальшого процесу намотування. Висічка полягає у штампуванні та наданні форми покритому електроду для подальшого процесу.
Через високі вимоги до безпеки літій-іонних акумуляторів, точність, стабільність та автоматизація обладнання є дуже важливими в процесі виробництва літієвих акумуляторів.
Як лідер у виробництві обладнання для вимірювання літієвих електродів, компанія Dacheng Precision випустила серію продуктів для вимірювання електродів на початковому етапі виробництва літієвих акумуляторів, таких як рентгенівський/β-випромінювальний вимірювач площинної щільності, вимірювач товщини та площинної щільності CDM, лазерний вимірювач товщини тощо.

- Суперрентгенівський площинний вимірювач щільності
Він адаптований для вимірювання ширини покриття понад 1600 мм, підтримує надшвидкісне сканування та виявляє детальні особливості, такі як ділянки стоншення, подряпини та керамічні краї. Він може допомогти з нанесенням покриттів у замкнутому циклі.
- Рентгенівський/β-випромінювальний площинний вимірювач щільності
Він використовується в процесі покриття електродів акумулятора та процесі керамічного покриття сепаратора для проведення онлайн-тестування площинної щільності вимірюваного об'єкта.
- Товщиномір та площинний вимірювач щільності CDM
Його можна застосовувати до процесу нанесення покриттів: онлайн-виявлення детальних характеристик електродів, таких як пропущене покриття, нестача матеріалу, подряпини, контури товщини ділянок стоншення, виявлення товщини за AT9 тощо;
- Багатокадрова синхронна вимірювальна система відстеження
Він використовується для процесу нанесення покриття на катод та анод літієвих батарей. Він використовує кілька скануючих кадрів для виконання синхронних вимірювань відстеження на електродах. П'ятикадрова синхронна вимірювальна система відстеження здатна контролювати вологу плівку, кількість чистого покриття та електрод.
- Лазерний товщиномір
Він використовується для виявлення електрода в процесі нанесення покриття або каландрування літієвих акумуляторів.
- Автономний вимірювач товщини та розмірів
Він використовується для визначення товщини та розміру електродів у процесі нанесення покриття або каландрування літієвих акумуляторів, що підвищує ефективність та стабільність.
Час публікації: 31 серпня 2023 р.




